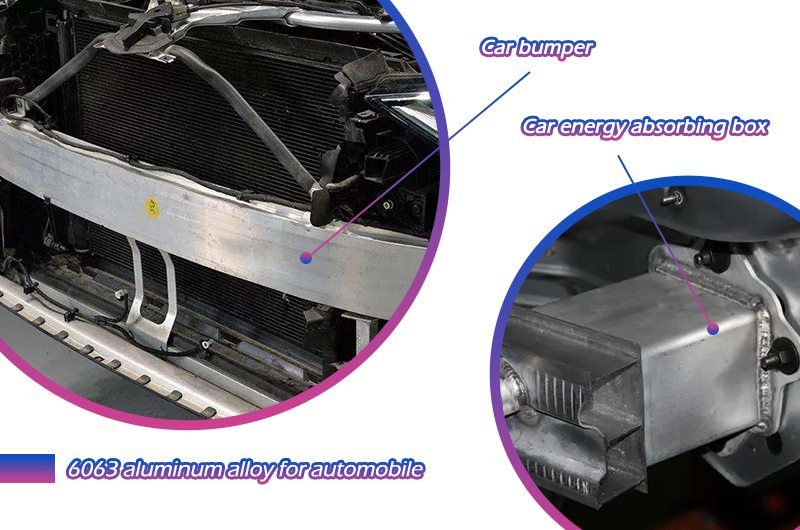
With the development of lightweight automobiles, more aluminum extrusion profiles are applied to various parts of automobiles. For example,
6063 aluminum alloy is often used in automobile energy-absorbing boxes. Facing the severe situation of energy shortage and serious pollution, 6 Alloys are widely used in the automotive industry as a lightweight material. At the same time, the safety requirements of automobile profiles are also extremely high, so the profiles should not only have high strength but also good toughness indicators. The mechanical strength of
6063-T4 aluminum alloy material increases and the elongation after fracture decreases with the prolongation of T4 parking time. Considering the stability and plasticity of the material and other performance indicators, many foreign customers take the maximum force-plastic elongation Ag as an important indicator to measure the plasticity of aluminum alloy materials, and put forward higher requirements for the T4 state of aluminum alloy extrusion profiles.
At present, there are few studies on the Ag value of the maximum mechanical and plastic elongation in the T4 state of aluminum extrusion materials in China, especially the Ag value of thin-walled profiles below 2.5mm is difficult to reach the requirement of ≥20%, and the extrusion size of thin-walled profiles has always been Problems that plague the mold and extrusion production process. At the current level of technology, the maximum force-plastic elongation Ag of 6063-T4 extruded profiles with a wall thickness of less than 2.5mm can only reach 15% to 19%. In this paper, by improving the alloy composition, optimizing the extrusion process, and adopting the blocking flow structure design of the die, the final extrusion profile can meet the requirements of 6063-T4: Rp0.2≥70MPa, Rm≥150MPa, Ag≥20%; The performance of product 6063-T7 is: Rp0.2 is 220~260MPa, Rm≥240MPa, A50≥8%. And through actual verification that the performance of the product meets the requirements of various standards […]
1) As the mass fraction of Mg and Si elements increases, the mechanical strength of 6063 alloy increases gradually in T4/T7 state; the same composition alloy remains unchanged at ingot temperature of 420-510℃, extrusion speed of 4-12m/min and quenching cooling strength Under the same conditions, with the increase of extrusion ingot temperature and extrusion speed, the mechanical strength of T4/T7 state shows an increasing trend.
2) The ratio of alloy components Mg and Si has no direct effect on the maximum force-plastic elongation of 6063-T4. The use of lower ingot temperature, higher profile extrusion speed and strong quenching process can significantly increase the mold block flow structure design. Maximum force-plastic elongation in the 6063-T4 state.